
Early Color Television Making an All-Glass 15GP22The main cause of leakage in the 15GP22 is the metal ultor flange. Leakage can occur between the glass on either side and the flange, or between the metal pieces. RACS has attempted to solve this by covering the flange with frit, but has had difficulty getting a leak-free tube. At the 2013 Convention it was suggested that the metal ring could be removed and the glass faceplace be connected to the shell using frit. A single ultor lead would be brought out through the glass. Doing this would require shortening the tube somewhat, probably around 1/2 inch. This would change the geometry of the electron beam, but it was felt that this could be compensated by mounting the gun further back in the neck. John Yurkon has undertaken the project of trying to modify a tube in this way. Here is his analysis of why the 15GP22 has leak issues:
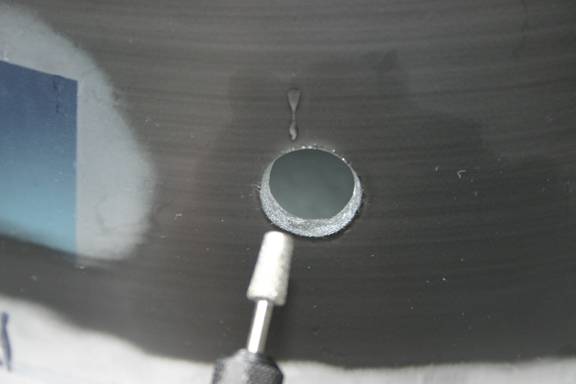
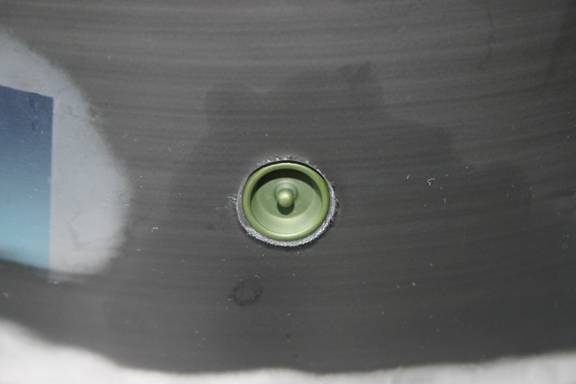
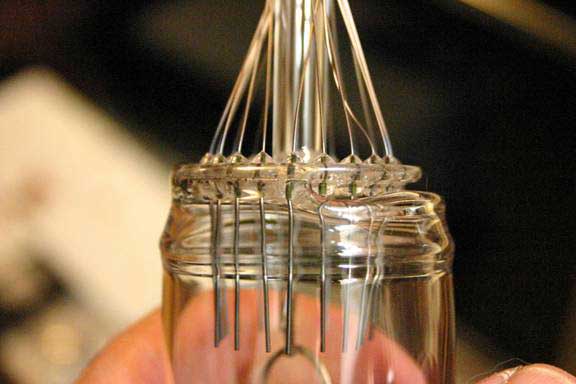
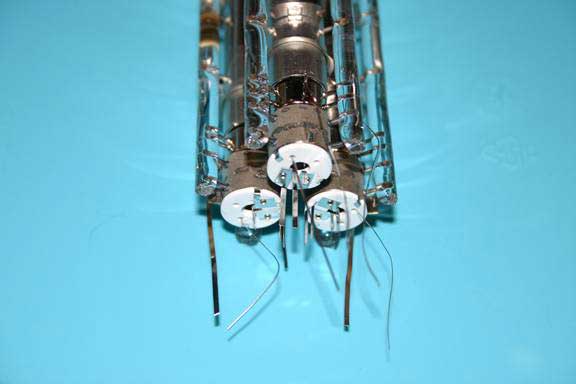
Here is John's progress report on the project:
|




























































































{kind=link}
{kind=link}
{kind=link}